
Как делают банки для напитков
Алюминиевые банки для пива популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %.
Пивные банки потребляются в огромных количествах и в основном в двух типов емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых банок перед основным конкурентом — стеклом — возможность полнойпереработки алюминиевых банок после их использования в новые алюминиевые банки.
В последнее десятилетие набирает популярность конкурент алюминиевой банки — алюминиевая бутылка.
Алюминиевая банка в России.
В России на текущий момент оперируют 2 производителя банок: Русал Ростар (2 завода — Ростар в Дмитрове Московский области и Ростар-Всеволожск во Всеволожске Ленинградской области) и Рексам (1 завод в Наро-Фоминске, Московская область). Доля импортных поставок банок составляет около 5%. На сегодняшний день производственные мощности завода Ростар в г. Дмитрове позволяют выпускать 1,3 млрд банок 0,33 и 0,5 л и 3 млрд крышек в год.
На заводе Ростар-Всеволожск совокупная мощность завода составляет 1,7 млрд банок 0,5 л в год. (150 млн банок в месяц).
Объем, который занимают алюминиевые банки в общей массе ТБО - до 5%.
60000 банок = 1000 кг.
Вес одной банки – 17 гр.
Основную долю на рынке ожидаемо занимает упакованное пиво: 42% приходится на пиво в ПЭТ, 24% на пиво в стеклянной бутылке и 18% алюминиевой банке. Разливное пиво занимает не более 16% объема всей категории.
Производство алюминиевых банок.
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара — всего несколько процентов.
Современная банка емкостью 0,5 л (корпус, крышка, ушко-открывашка) весит 15 г.
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями, устойчивости к коррозии.
Детали пивных банок изготавливают из алюминиево-магниевых сплавов. Для корпуса применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или 3104 в состоянии Н19.
Переработка лома алюминиевых банок в новые банки считается замечательным примером почти безотходного производственного процесса. Именно переработка лома алюминиевых банок сыграла главную роль в бурном росте рынка алюминиевых банок для пива и газированных напитков.
Алюминиевая банка: детали.
Банки для пива (и газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому они имеют толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.
Размеры алюминиевой пивной банки.
Толщина стенки пивной банки.

Алюминиевая банка представляет собой контейнер, изготовленный из алюминия и предназначенный для хранения и транспортировки прохладительных (газированных безалкогольных напитков, чайных напитков, напитков с содержанием сока) и алкогольных напитков. Эта распространенная в наши дни упаковка имеет одно неоспоримое преимущество перед другими – она пригодна для переработки какое угодно количество раз, независимо от того, как долго ее используют. Дополнительный плюс алюминиевой банки – ее небольшой вес, что позволяет значительно сократить стоимость перевозки продуктов в такой упаковке. Например, современные банки для напитков емкостью 0,33 литра весят примерно 25 грамм. При этом толщина их стенки составляет не более 0,08 мм.
Таким образом, нет ничего удивительного в том, что производство алюминиевых банок получает в последнее время все большее распространение. Упаковка из алюминия оказывается достойной заменой более дорогой в изготовлении жестяной. Стоимость белой жести, из которой раньше делали все банки, увеличивается с каждым годом. Другие же виды жести (например, черная с лаковым покрытием с двух сторон или рулонная хромированная) не обладают коррозионной стойкостью. По этой причине жестяную тару практически не используют для пищевых продуктов. Как правило, она применяется для расфасовки нейтральных материалов, а для укупорки пищевых продуктов производители отдают предпочтение алюминиевой таре.
Алюминий обладает хорошими антикоррозионными свойствами. Кроме того, с использованием современного оборудования с высокой производительностью себестоимость производства алюминиевой банки значительно снижается. Алюминий отличается хорошими физико-механическими свойствами (текучесть, мягкость и т. д.), поэтому из него можно изготавливаться изделия разнообразных размеров, форм и объемов. Например, из алюминия производятся тубы сложной формы из тонкого алюминиевого листа, штампованные алюминиевые крышки, алюминиевые банки различных форм и размеров, большие емкости и т. д. Для изготовления упаковки для пищевых продуктов используются специальные алюминиевые сплавы, которые имеют определенные показатели деформируемости. Эти показатели свидетельствуют о том, что материал может принимать какую угодно форму (даже самую сложную) без разрушения. К таковым сплавам относятся: отожженный дюралюмин (АДО), дважды отожженный дюралюмин (АДОО), сплав алюминия с магнием (АМг2), сплав алюминия с марганцем (АМц). В качестве уплотняющего материала для герметизации соединений и шва между корпусом банки, донышком и крышкой используется специальная тонкая, но прочная пленка.
В ассортимент компаний, которые занимаются производством алюминиевой упаковки, как правило, входят банки объемом 250, 330, 440 и 500 мл с крышками различных видов – SOT 200, 202 и 206, а также RPT 200 и 206. Они используются для розлива пива, соков, минеральной воды, газированных напитков. Корпус алюминиевой тары можно покрывать матовыми, термочувствительными и флуоресцентными лаками, а также лаками с различными фактурными эффектами, которые значительно повышают привлекательность товара в такой упаковке на полках в магазине. Также многие производители алюминиевой упаковки предлагают клиентам возможность изготовления эксклюзивной тары с использованием печати внутри корпуса банки, тиснения элементов корпуса банки или ее крышки, выполнения лазерной печатки на ключиках-открывашках, тиснения и выполнения нарезки внутри ключика.
Как же выглядит процесс производства алюминиевой банки? Сначала алюминиевые листы в рулонах привозятся на завод. Затем алюминиевый лист разматывается и направляется под пресс, при помощи которого в нем выбиваются кружочки. Эти кружочки и являются заготовками для производства алюминиевых банок. Штамповочный пресс одновременно выполняет сразу две операции. Сначала он выбивает из листа металла диск диаметром около 14 сантиметров, а потом загибает их в виде чаши. Заготовки отправляются в другой автомат, который делает корпуса для банок, растягивая кусочки алюминия под высоким давлением.
Алюминий – прочный металл, но и он при повышенных механических нагрузках может деформироваться. Чтобы этого не произошло, в автомате используется специальная смазка, предохраняющая алюминий от разрывов при натяжении. Кроме того, смазка выступает в роли охладителя (при растяжении алюминий, как и многие другие металлы, сильно нагревается). Корпуса будущих банок формируются, а их края очищаются и выравниваются. Банки переворачиваются вверх донышком и в таком положении подаются в моечные машины. Мойка разбивается на целых шесть операций. Первые две заключаются в мытье заготовок соляной кислотой, нагретой до 60 градусов Цельсия, а последние четыре – поэтапное мытье банок деионизированной водой (это нейтральная вода с нулевым водородным показателем), которая также нагревается до температуры 60 градусов. После мойки баночки направляются на сушку. Этот этап проходит при участии сушильного автомата. Кислота удаляет с поверхности алюминия тонкий слой металла, что придает банкам характерный блеск. После сушки при помощи валика донышко банок покрывается тонким слоем лака, который облегчает скольжение банки по конвейеру (при розливе напитков в тару) и в торговых автоматах, через которые продается готовая баночная продукция. Надписи и рисунки на банки наносятся при помощи ротационной печатной машины, которая позволяет наносить по очереди до пяти различных цветов.
Производительность этого оборудования составляет около 1500 баночек в минуту. Чтобы закрепить слой краски на алюминии, поверх него наносится защитный лак. После нанесения краски банки снова переправляются в сушильную камеру, где краска тут же высыхает, а лак отвердевает. Затем заготовки снова лакируются, но на этот раз – с внутренней стороны. Для этого используется безопасный лак на водной основе. Он образует защитную пленку, предохраняя содержимое банки от непосредственного контакта с алюминием. Иначе напиток может приобрести неприятный металлический привкус, а алюминий может подвергнуться коррозии под действием агрессивных веществ, входящих в состав кислых газированных напитков.
Наконец, на предпоследнем автомате формируется горловина банки шириной в пять сантиметров. Это достаточно сложный процесс, так как алюминий по тонкости может сравниться с бумагой. Чтобы при формировании горлышка он не порвался, вся операция подразделяется на 11 этапов. После того, как горлышко будет готово, специальная машина образует изогнутый верхний край банки, к которому чуть позже прикрепляется крышка с язычком для открывания. Сами крышки производятся отдельно от банок, и поставляются в таком виде на производство напитков. Уже после наполнения банки крышка надежно заваривается на горлышке.
Готовые банки оцениваются по качеству. На крупных производствах для этого используется целая видеосистема, при помощи которой фотографируется внутренняя часть банки. Упаковка с любыми дефектами (вмятинами, трещинами, посторонними вкраплениями, краской с внутренней стороны и т. д.) направляется на вторичную переработку.
Производство упаковки из алюминия требует значительных инвестиций. Так, например, сметная стоимость предприятия по производству алюминиевой банки проектной мощности до 800 миллионов банок объемом 0,3 и 0,5 литра в год составит около $75 млн.
Мощность общего мирового производства банок из алюминия составляет свыше 250 млрд. изделий. Причем в этом списке лидирует США с долей 40 % от общего объема производства. После Америки идут Япония, Бразилия и Китай. Самый высокий уровень потребления напитков в банках приходится, как и следовало ожидать, на Америку (по разным данным примерно 50 % - напитки и 60 % - пиво). Самым перспективным и динамично-развивающимся считается рынок Восточной Европе, где доля алюминиевой пивной тары емкостью 0,5 литра увеличилась на 50 % по отношению к стеклянной таре за несколько лет. В нашей стране сегмент рынка по производству алюминиевых банок отличается самой высокой динамикой на рынке упаковки. За последние годы он вырос до 4,5 млрд. банок в год (против 300 млн. банок в 1999 году).
Конечно, без сложностей и в этой отрасли не обойтись. Одна из главных проблем производителей алюминиевой тары – изменение цен на алюминий. Объемы его потребления во всем мире стремительно увеличиваются с каждым годом. Так, например, в 2010 году рост составил около 13 %, в 2011 году – около 10 %, а в 2012 году – примерно 7 %. Производители рассчитывают, что к 2020 году потребление алюминия удвоится по сравнению с показателями 2010 года. Правда, основные их надежды возлагаются на Китай, рынок которого развивается еще более стремительно. Вторая проблема – рост потребления и удорожание электроэнергии.
К факторам, которые способствуют развитию баночной промышленности в нашей стране, относят более простую с технологической точки зрения переработку вторичного сырья (хотя бы по сравнению со стеклянной тарой). В нашей стране уже есть несколько компаний, которые занимаются сбором и переработкой использованных алюминиевых банок, и в ближайшие годы их количество будет только расти, если не будет найдена достойная альтернатива алюминиевой упаковке. Кроме того, в России особенно высоким спросом пользуются слабоалкогольные напитки (доля их продаж оказывается выше безалкогольных газированных напитков).
Представлена практически полная информация об алюминиевых банках для пива и прохладительных напитков. Часто их называют просто “пивные банки“:
- конструкция и составные детали алюминиевой банки
- размеры: высота, диаметр, толщина стенок
- вес (масса) банки
- устройство встроенной “открывашки”
- алюминиевые сплавы – три различных сплава
- технология изготовления банки: от вырубки заготовки из алюминиевого листа до банки, наполненной пивом
- оборудование для изготовления алюминиевых банок
- переработка лома алюминиевых банок
Алюминиевая упаковка
Алюминий широко применяется в различных банках для упаковки пищевых продуктов (рисунок 1.1). Основные методы изготовления таких алюминиевых банок – круглых и прямоугольных – показаны на рисунке 1.2.

Рисунок 1.1 – Разнообразие алюминиевых пищевых банок [1]

Рисунок 1.2 – Методы изготовления банок из алюминиевого листа [1]
Алюминиевая упаковка для пива и напитков
Алюминиевые банки для пива и других напитков популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %. Алюминиевые банки потребляются в огромных количествах в основном в двух типах емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых пивных банок перед основным конкурентом – стеклом – возможность полной переработки алюминиевых банок после их использования в новые пивные банки.
Основные элементы и детали
Алюминиевые пивные банки (и для газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому конструкция банки включает толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.3.
Размеры пивной банки
Действует отечественный нормативный документ на конструкцию алюминиевой банки – ГОСТ Р 51756-2001 “Банки алюминиевые глубокой вытяжки с легковскрываемыми крышками”. Он, конечно же, согласуется с аналогичными международными нормативами. Согласно ему основные параметры и размеры пивных алюминиевых банок следующие (с точностью до 1 мм):
- Банка емкостью 0,33 л – 115 мм
- Банка емкостью 0,05 л – 168 мм
- Дно банки – 66 мм
- Крышка банки – 59 мм.
Рисунок 2 – Толщина стенки банки имеет различную толщину [1].
Крышка пивной банки
Начало бурного роста популярности алюминиевых пивных банок относится к 1964 году, когда была изобретена конструкция “легковскрываемой” крышки (рисунок 4.1).

Рисунок 4.1 – Различные типы легковскрываемых алюминиевых крышек [1]

Рисунок 4.2б – Открывание банки одной рукой [7]
Механизм открывания пивной банки
Задача ушка и лепестка (его называют еще и “язычком”), добиться хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) внутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть внутри банки.
Это достигается выполнением по периметру лепестка специальных насечек такой глубины, что остается только 0,085 мм металла вблизи заклепки и 0,110 мм на противоположной стороне (рисунок 6). В то же время, материал на насечках достаточно прочен, чтобы не разрушаться в ходе технологического процесса или при разгрузке в магазине.
Внутри лепестка можно заметить еще один, внутренний ряд насечек. Они не такие глубокие и служат, как утверждают, для направленного течения металла на основных насечках и предотвращения разрывов основных насечек при их формировании.
Материалы алюминиевой банки
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями. Алюминиевые сплавы подходят в этом смысле идеально. Кроме того, для крышек пивных банок важна способность предсказуемо разрываться по насечкам. Алюминий справляется с этим намного лучше, чем сталь. Еще одним положительным моментом является то, что и корпус, и крышка – алюминиевые, что сводят к минимуму любые возможные гальванические эффекты, которые могли бы приводить к ускоренной коррозии.
Детали пивных банок изготавливают из алюминиево-марганцевых и алюминиево-магниевых сплавов (таблица). Для корпуса банки применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или его модификации – алюминиевого сплава 3104 – в состоянии Н19.
Таблица – Алюминиевые сплавы пивной алюминиевой банки
Технология
На рисунке ниже показан цикл производства алюминиевых банок для пива и прохладительных напитков.

Рисунок 7.1 – Типичный цикл производства алюминиевых пивных банок [4]
Рисунок 7.2 – Пресс глубокой вытяжки [1]

Рисунок 7.3 – Вытяжка и раскатка стенок банки в “бодимейкере” [1]
Заводы по производству алюминиевых пивных банок потребляют большое количество алюминиевого листа, который поставляется в больших рулонах. Корпус и крышка банки изготавливаются из алюминиевых листов – из различных алюминиевых сплавов. Каждый рулон весит около 11 тонн и при его размотке лист проходит расстояние 9-13 километров.
Алюминиевые рулоны поступают на завод по производству алюминиевых банок и загружаются в “размотчик” (uncoiler). Это машина, которая разматывает алюминиевый лист в начале линии по производству банок. Здесь же на алюминиевый лист наносят специальную смазку. Эта смазка помогает алюминиевому листу более “гладко”, без повреждений, проходить все формообразующие операции.
Типичная последовательность технологических операций по изготовлению корпуса банки показана на рисунке 7. Первой операцией в производстве банок является вырубка круглых заготовок, например, диаметром 140 мм. Естественно, при этой вырубке образуются отходы: эти потери составляют около 12-14 %. Они сразу же отправляются на переплавку для изготовления нового листа и новых пивных банок.
Из исходной круглой заготовки методом глубокой вытяжки (штамповки) получают промежуточную заготовку – неглубокую “чашку” (рисунки 8 и 9). Из этой “чашки” методом раскатки получают уже почти готовый корпус банки, а также формируют купол днища (рисунки 8, 10, 11). Затем эту банку-полуфабрикат моют, наносят на нее рисунки и покрывают лаком и только после этого заканчивают ее механическую формовку – формирование горла и отбортовку (рисунок 8).

Рисунок 8 – Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1] 
Рисунок 9 – Глубокая вытяжка – формовка “чашки” [2] 
Рисунок 10 – Раскатка стенки банки [2]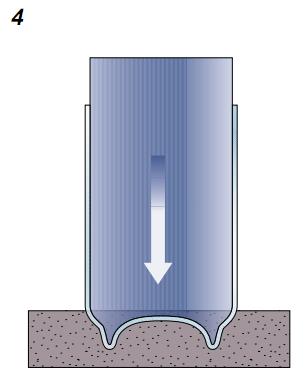
Рисунок 11- Формовка днища [2]
Алюминиевый лист подается в рулонах весом до 8 тонн. Из каждого рулона производится до 2,5 миллионов крышек. Алюминиевый лист, который имеет предварительное лаковое покрытие, подается в специальный пресс, на котором штампуют почти готовую крышку. Затем производят формирование сложной кромки крышки, которая потом обеспечит ее надежное соединение с корпусом банки.

Рисунок 12 – Еще не полностью готовая крышка [3]
Технология изготовления ушка – ключа-открывашки – включает около 13 операций (рисунок 13), прежде чем его можно будет устанавливать на крышке.

Рисунок 13 – Технологические операции изготовления ушка [3]
Лом алюминиевых банок
Средний вес различных банок различной емкости для слабоалкогольных напитков, в том числе, пивных:
- 0,33 л – 13 г – 77 банок на 1 кг алюминиевого лома
- 0,5 л – 15-20 г – 50-66 банок на 1 кг алюминиевого лома
Стоимость лома алюминиевых банок (в Москве на конец апреля 2020 года):
Крупные переработчики отходов обычно просят не сминать пустые алюминиевые банки. Дело в том, что бытовой или, как его называют, муниципальный мусор сортируют автоматически на специальных сортировочных машинах. Эти машины идентифицируют алюминиевые банки по их форме: круглые и гладкие. Смятую банку машина принимает за невосполнимые отходы и отправляет ее на мусорную свалку.
Простой переплав алюминиевых банок дает в среднем такой состав алюминия:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- остальное – Al.
“Алюминий” такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу выше), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть лома алюминиевых банок переплавляется и возвращается к их производителям (рисунки 14 и 15) .

Рисунок 14 – Рециклинг алюминиевых банок [5]

Рисунок 15 – Линия переработки использованных алюминиевых банок
в слитки для прокатки листов для производства новых алюминиевых банок [5]
Первая металлическая банка появилась в 1935 году как альтернатива неудобной для переработки стеклянной бутылке. Такая емкость весила 992 грамма, вопрос видоизменения материала для изготовления был делом времени. Так и случилось: в 1958 году на смену килограммовой металлической таре пришла банка из алюминия весом 15-25 граммов. Потребителю настолько понравился новый вид упаковки для напитков, что алюминиевая банка и сегодня остается популярной с минимальными конструкционными улучшениями. В мире производится 285 миллиардов алюминиевых емкостей. Если произведенные за неделю емкости поставить друг на друга, конструкция достигнет Луны. Производство алюминиевых банок – прибыльный и общественно значимый вид бизнеса, как любое дело по переработке сырья.
Актуальность бизнеса
Алюминий находится на втором месте по объемам потребления металлов, уступая стали. Несмотря на сложность добычи и изготовления, мировое производство алюминия достигло 60 млн. тонн. Это железнодорожный состав из миллиона вагонов длиной 1500км – расстояние от Москвы до Мурманска. Это касается только первичного алюминия – продукта с содержанием 99,00-99,95% основного металла.
Одну треть в структуре мирового производства металла или 20 млн. тонн занимает вторичный алюминий – продукт переработки лома. Содержание основного металла во вторичном алюминии 87-97%, такие сплавы используются при производстве кабельной продукции, строительных материалов, автомобильной, пищевой промышленности.
Рост объемов производства металла не успевает за общемировым спросом. В течение последних трех лет цена алюминия на Лондонской бирже выросла с $1778 до $2111 за тонну. Прогнозный рост цены на алюминий составляет 7% в год. Это значение полезно использовать при расчете рентабельности производства товаров из алюминия.
Отмечается тенденция, согласно которой объем потребления вторичного алюминия напрямую зависит от уровня благополучия граждан страны. Поэтому основные потребители продукта – Германия, Южная Корея, США, Япония, ОАЭ. Наоборот, чем ниже среднедушевые доходы, тем потребление товаров из алюминия в стране ниже.
Жители экономически благополучных странах потребляют больше автомобилей, электрических устройств, продуктов питания, чем население бедных государствах. Отраслевой разрез структуры использования вторичного алюминия выглядит следующим образом:
| Отрасль | Доля, % |
|---|---|
| Транспорт | 26 |
| Строительство | 25 |
| Электротехника | 14 |
| Машиностроение | 9 |
| Упаковка | 8 |
| Фольга | 8 |
| Потребительские товары | 5 |
| Другое | 5 |
Спрос на банку из алюминия обеспечивают страны с развитой экономикой, традициями потребления напитков, поэтому основные производители алюминиевой тары – США, Великобритания, Япония, Бразилия. В перечне стран с прогнозами по росту потребления алюминиевой тары находятся Россия и Китай.
Важный фактор производства по переработке алюминиевого лома – общественная полезность. Алюминиевый и стеклянный мусор относятся к видам отходов с наибольшим сроком разложения, при этом оба материала тяжелее воды. Недостаточные мощности по переработке таких отходов вызывают нежелательное загрязнение водного пространства в общемировом масштабе. Для наглядности проиллюстрируем время разложения различных типов тары:
| Виды упаковки | Срок разложения, максимум |
|---|---|
| Бумажная, картонная | 2 года |
| Железная | 10 лет |
| Фольга | 100 лет |
| Резиновая | Более 100 лет |
| Пластиковая, полиэтиленовая | 100-200 лет |
| Алюминиевая | 500 лет |
| Стеклянная | Более 1000 лет |
При планировании утилизации алюминиевого лома и производстве банки учитываются традиции использования такой тары в конкретном регионе или государстве. В России до 2000 года не выпускались продукты в алюминиевых емкостях, исторически популярными были напитки в стеклянной, бумажной, пластиковой таре. Так, в 2000 году всего 0,2% напитков разливались в алюминиевую тару. За прошедшие годы этот показатель вырос на порядок, но российский потребитель медленно переходит на алюминиевую упаковку.
Виной этому отсутствие визуальной рекламы баночных напитков: вспомните, когда видели ролик или билборд с рекламой напитков в банках. Помимо этого, распространен миф о вреде алюминиевой тары, влиянии упаковки на химический состав напитков. Не будем развенчивать или подтверждать этот стереотип: каждый способен произвести анализ, сделать выводы. Но в подтверждение влияния этих фактов говорит структура потребления алюминиевой тары в России: более 50% произведенной упаковки из алюминия экспортируется.
Организация бизнеса
При расчетах и решении о вхождении в бизнес учитываются три фактора, влияние которых на правильность размещения производства вряд ли удастся оспорить:
- Удаленность от производителей аналогичного продукта. В России два крупных игрока на рынке и 5 заводов:
- Американская корпорацияBallCorporation с заводами во Всеволожске (Ленинградская область), Аргаяше (Челябинская область), Наро-Фоминске (Московская область);
- Польская группаCan-Pack (входящая в состав американской корпорации F&P Holdings, Inc.) с предприятиями в Волоколамске (Московская область), Новочеркасске (Ростовская область).
Такое географическое размещение конкурентов открывает для нового участника рынка неограниченные возможности. Скажем, в Сибири и на Дальнем востоке отсутствует производство тары из алюминия, – впрочем, как и из стекла. Ситуация абсурдная для мирового производителя алюминия №2.
- Доступность сырья, расположение основных переработчиков. Рынок ограничен производителями сырья, номенклатурой продукции.
- Близость потребителей, правильная логистика. Выбор места производства на порядок сократит логистические затраты, увеличит рентабельность бизнеса. По этой причине целесообразно размещать мощности с ориентацией на одного конечного потребителя – крупный пивобезалкогольный, химический, консервный завод. Поэтому решение о выборе места для размещения производства принимается только после заключения договора о намерениях с потребителем.
Производство металлических банок – средний или крупный бизнес, обладающий соответствующими критериями. Изначальный выбор площадей напрямую зависит от вида транспортировки сырья. При поставках железнодорожным транспортом складские территории имеют прямой доступ к рельсовым путям, оборудованием для разгрузки вагонов, включая инструменты нужного типа.
Повышенное внимание стоит обратить к оснащению системами кондиционирования, осушки воздуха складских территорий. Алюминий и полуфабрикаты из алюминия не ржавеют, но при взаимодействии с влагой окисляются: на поверхности образуется пленка из оксида алюминия. Для того, чтобы избежать окисление, условия хранения отвечают нормам защиты от коррозии и старения, регламентируемым ГОСТом 9.510-93.
Алюминиево-марганцевые сплавы 3004/3104 (российский аналог D12) и используемые для изготовления крышки сплавы 5042/5182 (аналог АМГ4) изготавливают и реализуют две компании:
- Всеволожский завод алюминиевых сплавов, Всеволожск (Ленинградская область);
- Самарский металлургический завод, Самара, входит в состав ALCOA Inc. – американской металлургической компании, 3-го мирового производителя алюминия;
Учитывается присутствие на рынке еще десятка перерабатывающих предприятий, выпускающих изделия из вторичного алюминия. Сортамент сплавов таких заводов отличается от потребностей компании, производящей алюминиевые емкости, но оборудование может быть перепрофилировано. В зависимости от расположения мощностей и профиля оборудования приобретение ленты или слитков возможно на рынках Западной Европы, Азии или Японии. к оглавлению ↑
Стадии производственного процесса зависят от комплектации производственной линии: выделяются обязательные и опциональные этапы. Наличие необязательных стадий относится к линии полной комплектации и не представлено для типового производства. Обязательные последовательные стадии технологического процесса включают:
- Поставка исходного сырья. Сырьем на приемочном складе выступают алюминиевые слитки, ленты или листы.
- Предварительная обработка, формовка. Металл обрабатывается с целью улучшения внешних свойств, формируются заготовки, соответствующие конечным размерам продукта.
- Лакирование, литография. На заготовки наносится защитное покрытие и цветная печать, обеспечивающая товарный вид продукции.
- Сушка, окончательная формовка. Покрашенные заготовки высушиваются, приобретая затем окончательный вид при помощи заваривания краев заготовки.
- Упаковка, отгрузка. Готовая продукция упаковывается на паллеты, отправляется на склад изготовителя в ожидании отправки потребителю.
При выборе оборудования для бизнеса внимания удостаиваются два критерия:
- производственная линия обеспечивает обработку конкретного сырья – ленты или слитков определенного веса, толщины, плотности;
- производственные затраты при работе на оборудовании минимизируют себестоимость единицы продукции.
Цена готовой продукции – важный для получателя параметр. У производителя тары должно быть четкое знание цен конкурентов, грамотный подход к расчету конечной реализационной цены собственной продукции.
Комплектация производственной линии зависит от конкретного поставщика оборудования. Рассмотрим компоненты линии на примере успевшего зарекомендовать себя китайского производителя промышленного оборудования Jorson Packaging Machinery. Типовая линия состоит из 10 взаимосвязанных элементов, некоторые заменяются аналогами или полуавтоматическими вариантами:
- Галтовочная машина. Вспомогательное оборудование для увеличения гладкости алюминия. Механический процесс использует как сырье ленты или листы весом до 200кг. Заменяется аналогом, если сырье для производства – иной материал.
- Экструзионный пресс. Основной элемент производственной линии, в котором алюминиевая лента проходит процесс экструзии – придание формы. Пресс производительностью 100-120 банок в минуту изготавливает форму диаметром 35-39мм, длиной
Читайте также: