
Банка для пива и напитков

Не так давно сложно было представить себе пиво от небольшой пивоварни в алюминиевой банке. Линии розлива стоили очень дорого, а производители тары продавали ее только миллионными тиражами. Но сейчас все больше крафтовиков и средних региональных производителей начинают использовать этот формат. Profibeer поговорил с главным пивоваром Zagovor Brewery Александром Коробковым и сооснователем Ostrovica Brewery Антоном Балыкловым об их опыте работы с банкой.
Зачем пивоварне нужен розлив в банку?

Как розлив в банку влияет на спрос?
Чем пиво в банке отличается от пива в бутылке с точки зрения экономики?
А.Б.: «На самом деле цена банки и бутылки сопоставима. Точнее банка даже немного дороже. Накладывается то, в какой части России ты находишься, потому что заводов по банке у нас всего три, и конкретно банки 0,5 л и 0,33 л производятся в Наро-Фоминске — завод в центральной части России. И чтобы оттуда забрать банку, нам, конечно, требуются дополнительные расходы.
Баночный розлив — стоимость и особенности
А.К.: «В среднем любая малая баночная линия стоит от 100 000 долларов США и выше. Запуск ее не так сложен, так как она приходит, настроенная по базовым параметрам. А дальше уже идет наладка под каждый сорт отдельно во время розлива, у опытного оператора это занимает минут 10. Можно, наверное, дешевле найти в Китае, но качество налива будет спорное, пока хороших примеров из Китая я не встречал.
Сейчас разливаем на баночной линии бренда ABE, скорость до 30-40 банок в минуту. Главным фактором выбора линии для нас является надежность, чтобы конвейер не останавливался из-за сбоев, и максимальное количество точек защиты от кислорода, чтобы избегать окисления.
Для себя мы купили баночную линию Twin Monkeys — не самый известный бренд в России, но это единственная баночная линия, которая при своих малых габаритах (1,3 метра x ширина 0,6 метра x высота 1,5 метра + этикетировщик примерно 1,2 метра длиной и шириной 0,4 метра) дает хорошую скорость налива. Мощность — 20 банок в минуту, что считается хорошим средним показателем по индустрии. Для нас был важен размер линии, так как у нас не так много места на предприятии.
А.Б.: «Конкретно мы покупали линию в Канаде в первой компании по микророзливу Cask. Их также много и в США, и даже в Китае.
Мы выбрали банку, потому что мы не обладаем большой производственной площадью, а линия в бутылке занимает больше места, чем баночная. И купить баночную линию, мне кажется, по карману практически любой пивоварне среднего размера. Если брать курс двухлетней давности, он был чуть пониже, чем сейчас, тогда линия стоила в районе пяти млн рублей. Но эта линия розлива для того, чтобы разлить до 20 банок в минуту. Этого достаточно даже для средней пивоварни в крафтовом сегменте.
На самом деле мы очень довольны приобретением. Мы уже два года разливаем пиво в банку и не хочется сглазить, но у нас не было ни одного какого-то большого косяка или поломки этой линии. Мы даже смеёмся над тем, что по факту сама линия розлива проще в обслуживании, чем этикеровщик российского производства. Все оборудование монтировала российская компания. Но канадская линия работает очень четко, очень прозрачно, к ней есть большая подробная инструкция, ребята из Канады всегда на связи и очень быстро отвечают на любой вопрос и присылают любые запчасти. А работа с российским этикеровщиком — это по сложности как космический корабль.
Представлена практически полная информация об алюминиевых банках для пива и прохладительных напитков. Часто их называют просто “пивные банки“:
- конструкция и составные детали алюминиевой банки
- размеры: высота, диаметр, толщина стенок
- вес (масса) банки
- устройство встроенной “открывашки”
- алюминиевые сплавы – три различных сплава
- технология изготовления банки: от вырубки заготовки из алюминиевого листа до банки, наполненной пивом
- оборудование для изготовления алюминиевых банок
- переработка лома алюминиевых банок
Алюминиевая упаковка
Алюминий широко применяется в различных банках для упаковки пищевых продуктов (рисунок 1.1). Основные методы изготовления таких алюминиевых банок – круглых и прямоугольных – показаны на рисунке 1.2.

Рисунок 1.1 – Разнообразие алюминиевых пищевых банок [1]

Рисунок 1.2 – Методы изготовления банок из алюминиевого листа [1]
Алюминиевая упаковка для пива и напитков
Алюминиевые банки для пива и других напитков популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %. Алюминиевые банки потребляются в огромных количествах в основном в двух типах емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых пивных банок перед основным конкурентом – стеклом – возможность полной переработки алюминиевых банок после их использования в новые пивные банки.
Основные элементы и детали
Алюминиевые пивные банки (и для газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому конструкция банки включает толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.3.
Размеры пивной банки
Действует отечественный нормативный документ на конструкцию алюминиевой банки – ГОСТ Р 51756-2001 “Банки алюминиевые глубокой вытяжки с легковскрываемыми крышками”. Он, конечно же, согласуется с аналогичными международными нормативами. Согласно ему основные параметры и размеры пивных алюминиевых банок следующие (с точностью до 1 мм):
- Банка емкостью 0,33 л – 115 мм
- Банка емкостью 0,05 л – 168 мм
- Дно банки – 66 мм
- Крышка банки – 59 мм.
Рисунок 2 – Толщина стенки банки имеет различную толщину [1].
Крышка пивной банки
Начало бурного роста популярности алюминиевых пивных банок относится к 1964 году, когда была изобретена конструкция “легковскрываемой” крышки (рисунок 4.1).

Рисунок 4.1 – Различные типы легковскрываемых алюминиевых крышек [1]

Рисунок 4.2б – Открывание банки одной рукой [7]
Механизм открывания пивной банки
Задача ушка и лепестка (его называют еще и “язычком”), добиться хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) внутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть внутри банки.
Это достигается выполнением по периметру лепестка специальных насечек такой глубины, что остается только 0,085 мм металла вблизи заклепки и 0,110 мм на противоположной стороне (рисунок 6). В то же время, материал на насечках достаточно прочен, чтобы не разрушаться в ходе технологического процесса или при разгрузке в магазине.
Внутри лепестка можно заметить еще один, внутренний ряд насечек. Они не такие глубокие и служат, как утверждают, для направленного течения металла на основных насечках и предотвращения разрывов основных насечек при их формировании.
Материалы алюминиевой банки
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями. Алюминиевые сплавы подходят в этом смысле идеально. Кроме того, для крышек пивных банок важна способность предсказуемо разрываться по насечкам. Алюминий справляется с этим намного лучше, чем сталь. Еще одним положительным моментом является то, что и корпус, и крышка – алюминиевые, что сводят к минимуму любые возможные гальванические эффекты, которые могли бы приводить к ускоренной коррозии.
Детали пивных банок изготавливают из алюминиево-марганцевых и алюминиево-магниевых сплавов (таблица). Для корпуса банки применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или его модификации – алюминиевого сплава 3104 – в состоянии Н19.
Таблица – Алюминиевые сплавы пивной алюминиевой банки
Технология
На рисунке ниже показан цикл производства алюминиевых банок для пива и прохладительных напитков.

Рисунок 7.1 – Типичный цикл производства алюминиевых пивных банок [4]
Рисунок 7.2 – Пресс глубокой вытяжки [1]

Рисунок 7.3 – Вытяжка и раскатка стенок банки в “бодимейкере” [1]
Заводы по производству алюминиевых пивных банок потребляют большое количество алюминиевого листа, который поставляется в больших рулонах. Корпус и крышка банки изготавливаются из алюминиевых листов – из различных алюминиевых сплавов. Каждый рулон весит около 11 тонн и при его размотке лист проходит расстояние 9-13 километров.
Алюминиевые рулоны поступают на завод по производству алюминиевых банок и загружаются в “размотчик” (uncoiler). Это машина, которая разматывает алюминиевый лист в начале линии по производству банок. Здесь же на алюминиевый лист наносят специальную смазку. Эта смазка помогает алюминиевому листу более “гладко”, без повреждений, проходить все формообразующие операции.
Типичная последовательность технологических операций по изготовлению корпуса банки показана на рисунке 7. Первой операцией в производстве банок является вырубка круглых заготовок, например, диаметром 140 мм. Естественно, при этой вырубке образуются отходы: эти потери составляют около 12-14 %. Они сразу же отправляются на переплавку для изготовления нового листа и новых пивных банок.
Из исходной круглой заготовки методом глубокой вытяжки (штамповки) получают промежуточную заготовку – неглубокую “чашку” (рисунки 8 и 9). Из этой “чашки” методом раскатки получают уже почти готовый корпус банки, а также формируют купол днища (рисунки 8, 10, 11). Затем эту банку-полуфабрикат моют, наносят на нее рисунки и покрывают лаком и только после этого заканчивают ее механическую формовку – формирование горла и отбортовку (рисунок 8).

Рисунок 8 – Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1] 
Рисунок 9 – Глубокая вытяжка – формовка “чашки” [2] 
Рисунок 10 – Раскатка стенки банки [2]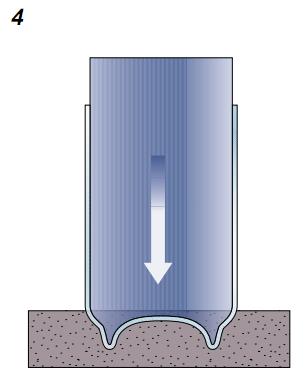
Рисунок 11- Формовка днища [2]
Алюминиевый лист подается в рулонах весом до 8 тонн. Из каждого рулона производится до 2,5 миллионов крышек. Алюминиевый лист, который имеет предварительное лаковое покрытие, подается в специальный пресс, на котором штампуют почти готовую крышку. Затем производят формирование сложной кромки крышки, которая потом обеспечит ее надежное соединение с корпусом банки.

Рисунок 12 – Еще не полностью готовая крышка [3]
Технология изготовления ушка – ключа-открывашки – включает около 13 операций (рисунок 13), прежде чем его можно будет устанавливать на крышке.

Рисунок 13 – Технологические операции изготовления ушка [3]
Лом алюминиевых банок
Средний вес различных банок различной емкости для слабоалкогольных напитков, в том числе, пивных:
- 0,33 л – 13 г – 77 банок на 1 кг алюминиевого лома
- 0,5 л – 15-20 г – 50-66 банок на 1 кг алюминиевого лома
Стоимость лома алюминиевых банок (в Москве на конец апреля 2020 года):
Крупные переработчики отходов обычно просят не сминать пустые алюминиевые банки. Дело в том, что бытовой или, как его называют, муниципальный мусор сортируют автоматически на специальных сортировочных машинах. Эти машины идентифицируют алюминиевые банки по их форме: круглые и гладкие. Смятую банку машина принимает за невосполнимые отходы и отправляет ее на мусорную свалку.
Простой переплав алюминиевых банок дает в среднем такой состав алюминия:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- остальное – Al.
“Алюминий” такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу выше), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть лома алюминиевых банок переплавляется и возвращается к их производителям (рисунки 14 и 15) .

Рисунок 14 – Рециклинг алюминиевых банок [5]

Рисунок 15 – Линия переработки использованных алюминиевых банок
в слитки для прокатки листов для производства новых алюминиевых банок [5]
Алюминиевые банки для пива популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %.
Пивные банки потребляются в огромных количествах и в основном в двух типов емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых банок перед основным конкурентом — стеклом — возможность полнойпереработки алюминиевых банок после их использования в новые алюминиевые банки.
В последнее десятилетие набирает популярность конкурент алюминиевой банки — алюминиевая бутылка.
Алюминиевая банка в России.
В России на текущий момент оперируют 2 производителя банок: Русал Ростар (2 завода — Ростар в Дмитрове Московский области и Ростар-Всеволожск во Всеволожске Ленинградской области) и Рексам (1 завод в Наро-Фоминске, Московская область). Доля импортных поставок банок составляет около 5%. На сегодняшний день производственные мощности завода Ростар в г. Дмитрове позволяют выпускать 1,3 млрд банок 0,33 и 0,5 л и 3 млрд крышек в год.
На заводе Ростар-Всеволожск совокупная мощность завода составляет 1,7 млрд банок 0,5 л в год. (150 млн банок в месяц).
Объем, который занимают алюминиевые банки в общей массе ТБО - до 5%.
60000 банок = 1000 кг.
Вес одной банки – 17 гр.
Основную долю на рынке ожидаемо занимает упакованное пиво: 42% приходится на пиво в ПЭТ, 24% на пиво в стеклянной бутылке и 18% алюминиевой банке. Разливное пиво занимает не более 16% объема всей категории.
Производство алюминиевых банок.
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара — всего несколько процентов.
Современная банка емкостью 0,5 л (корпус, крышка, ушко-открывашка) весит 15 г.
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями, устойчивости к коррозии.
Детали пивных банок изготавливают из алюминиево-магниевых сплавов. Для корпуса применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или 3104 в состоянии Н19.
Переработка лома алюминиевых банок в новые банки считается замечательным примером почти безотходного производственного процесса. Именно переработка лома алюминиевых банок сыграла главную роль в бурном росте рынка алюминиевых банок для пива и газированных напитков.
Алюминиевая банка: детали.
Банки для пива (и газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому они имеют толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.
Размеры алюминиевой пивной банки.
Толщина стенки пивной банки.
Читайте также: